Development trend of main drive of CNC turret punch press
At present, there are two main types of hydraulic systems used in the main drive of CNC turret punch presses:
The first is the series of products specially designed for punching in Harley, Germany (see Figure 1). It has the advantages of leading technology, complete specifications, excellent performance, low energy consumption and easy maintenance. It has a high market share at home and abroad.
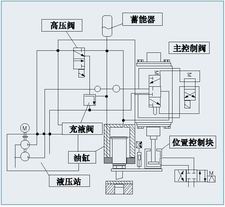
Figure 1 Schematic diagram of the German Harley HKL hydraulic system
The second is Schneider, Rexroth's servo valve control hydraulic punching system, which has the characteristics of fast response speed and high positional accuracy, but it has the disadvantages of high energy consumption, large heat generation and high maintenance cost.
In recent years, with the improvement and promotion of high-torque servo motors and drive systems, servo-driven main drive components have been successfully applied to CNC turret punch press products from companies such as AMADA and MURATEC. Domestic manufacturers are also working on the development and launch of such products.
At present, the structure of the servo motor driven main drive mainly has the following two types:
First, on the basis of the traditional mechanical main drive, the servo motor is directly connected to the crankshaft, eliminating the flywheel and the clutch and brake. Japan's AMADA's EM2510NT CNC turret punch press connects two servo motors to the two ends of the crankshaft to control the synchronous operation, ensuring sufficient torque output to the crankshaft and high punching frequency. Another form of construction is that the servo motor is connected to the crankshaft through the reducer (see Figure 2), which can properly reduce the rated torque of the servo motor, but the maximum punching frequency is also limited.
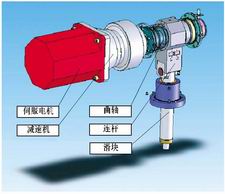
Figure 2 CNC servo motor driven main drive unit
Second, the servo motor is connected to the crank toggle mechanism through the reducer. This is the structural form of the MOTORUM-2048LT CNC turret punch press from Japan MURATEC (see Figure 3). Although the structure is relatively complicated, it can reduce the load torque of the servo motor by using the special force-increasing characteristic of the crank toggle mechanism, and the crank rotates once and the slider moves up and down twice, so that a higher punching frequency can be achieved.
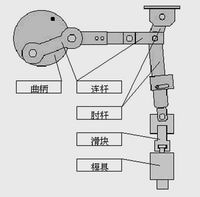
Figure 3 Schematic diagram of servo motor driven main drive of MURATEC company in Japan
The servo motor driven main drive not only retains the mature and reliable advantages of the mechanical main drive structure, but also has many characteristics of the hydraulic main drive. Its main features are:
First, save energy. The traditional mechanical main drive is driven by the motor to rotate the flywheel and accumulate a certain amount of energy. During the working process, the flywheel is consumed during energy punching and re-accumulates when returning to the top dead center. For the servo motor-driven main drive, the energy does not need to be stored, and the servo motor does not need to be rotated all the time, only to start and provide the required energy during the punching. In addition, since the flywheel and the clutch and the brake are eliminated, the structure is simplified, and the power consumption is greatly reduced. Compared with the traditional models, the above two kinds of CNC turret punching machines have energy saving of 60% and 30% respectively, which is very remarkable.
Second, reduce noise. When the sliding stamping die penetrates the sheet, it will be vibrated and impacted by the reaction force of the stamping, and the noise caused by the slider will increase with the increase of the slider speed and the punching pressure. Mechanical main drive presses typically reduce noise by reinforcing the bed and increasing tonnage. The servo motor-driven main drive press can control and adjust the speed of the slider at every moment of the stroke, so that the punch can be controlled to stop at the middle of the punching and reduce the speed when entering the sheet, thereby To achieve the purpose of reducing noise, the noise reduction effect is usually about 10 decibels. In addition, in this way, while reducing noise, the impact of the punch when entering the sheet material can be reduced, thereby prolonging the service life of the mold.
Third, improve efficiency. The slider travel and speed of the servo motor-driven main drive can be arbitrarily adjusted. The shortest stroke required for stamping can be selected, and the appropriate speed can be set to synchronize with the feed, thereby effectively increasing productivity. Japan AMADA's EM2510NT CNC turret punch press, the maximum number of punching times can reach 500 times / minute in 25mm step, and up to 1800 times / minute in embossing, this indicator has reached the high-end level of the current CNC turret punch press.
Fourth, optimize the process. By precisely setting the slider stop position, especially the bottom dead center, the machining accuracy of the forming mold can be improved. According to the stamping process and the type of mold, the slider is controlled by an optimization program to adapt to various stamping modes such as stamping, punching, forming, and the like. Here are a few typical modes of operation: 1) High-speed punching. The servo motor runs intermittently, and according to the thickness of the sheet and the size of the punching, the punch is controlled to punch with the shortest stroke and the fastest speed. 2) Stepping. The servo motor runs continuously, and is continuously punched at a suitable frequency according to a certain feed speed and step. 3) Forming. Accurately set the position of the bottom dead center of the punch and the stop time, so that the molding die can ensure sufficient deformation and flow of the material to improve the forming precision. 4) Silent processing. Through the program to control the punch strike speed, two-stage stamping is used to reduce vibration and noise and extend the life of the mold. 5) Mold calibration. The centering of the upper and lower dies is detected by monitoring the output torque of the servo motor. In this mode, the control slider slowly descends to the set position and monitors the torque of the servo motor when the punch contacts the lower die. When it exceeds the preset value at the time of smooth entry, the punch stops moving and alarms.
Although the three main drive forms of CNC turret punch presses are currently in production, but from the sales situation in recent years, the sales of mechanical CNC turret punch presses are gradually shrinking, hydraulic CNC turret punch presses are increasing and have dominated The position, and servo motor-driven CNC turret punch press, is also recognized and accepted by the majority of equipment users because of its high efficiency, energy saving and environmental protection advantages, and has become a new trend of the future development of CNC turret punch press.
Performance advantages:
1.Strong water absorption capacity
2.Increase the collection and release of samples
3.Good abrasion resistance
4.Do not scratch the wiped device
5.No chip drop
6.100% sterilization and disinfection
Operating Steps:
1 Touch the swab to the surface where it is aimed to obtain the sample.
2 Remove the tube cap and put the swab into the transport medium.
3 Break the shaft of the swab so that it will fit in the tube.
4 Close the cap securely.Write on the tube the necessary information about the patient and sample.
VTM Tube,Tube VTM,VTM Tube Price,VTM Test,VTM Test Tube,Lab Test Tube,Small Test Tube,VTM Sampling Tube
Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yonyuepcr.com