Key words: arc stud welding; ferrule; welding process; arc behavior
The basic principle of arc stud welding is to ignite the arc between the stud to be welded and the workpiece. When the stud and the workpiece are heated to a suitable temperature, the stud is fed into the weld pool on the workpiece to form a welded joint under external force. . According to the welding power source used in the welding process, the traditional arc stud welding can be divided into two basic methods: ordinary arc stud welding and capacitor storage arc stud welding [1]. In the application of ordinary arc stud welding, ferrule protection is a commonly used welding process protection method.
Stepping arc stud welding (referred to as SASW) is based on the welding method of the new welding torch. The development of the stepping arc stud welding torch and the preliminary realization of the welding process are introduced in the literature [2]. In order to improve the practicality of stepping arc stud welding, it is necessary to systematically study it. This paper mainly studies the ferrule protection step arc stud welding process and analyzes the influence of ferrule protection on the arc behavior of the welding process.
1 Test equipment and materials
1.1 Welding equipment
Welding equipment includes welding power, welding controllers and welding torches. The structural principle of the stepping arc stud welding gun is shown in Figure 1. By controlling the direction of rotation of the stepping motor, the movement requirements of the stud in the welding process are realized. The MCS-51 single-chip system is used to control the welding torch and the welding process [2]. In the test, the magnetic amplifier type arc welding rectifier of type ZXG-300 was selected as the welding power source. The power supply indicated a no-load voltage of 75V, which has a steep drop characteristic and meets the requirements of arc stud welding arc welding and welding.
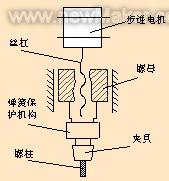
Figure 1 Stepping arc stud welding torch structure
Studying the welding process can be achieved by a variety of methods. This test uses the waveform method to analyze the energy input parameters of the welding process. The energy input parameters mainly include welding current and welding voltage. The data sampling system is shown in Figure 2. The welding voltage is sampled by a DC voltage transmitter of the type GIV-Zv, which has photoelectric isolation; the sampling of the welding current is obtained by means of a shunt, and the current signal is converted into a voltage signal of a certain magnitude by a shunt. The signals coming out from both ends of the shunt need to be amplified and isolated. The system uses a digital oscilloscope model TDS220 to record the welding process. The oscilloscope has two input channels for simultaneous acquisition of welding voltage and welding current. The oscilloscope external expansion computer communication module TDS2CM is connected to the computer serial port through the RS232 interface line. The collected information can be displayed and processed directly on the computer.
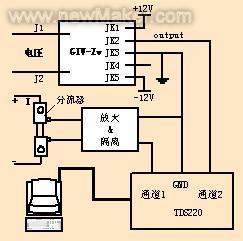
Figure 2 Schematic diagram of the sampling system
The stud and test piece materials used in the test are Q235 steel, the diameter of the stud is φ5mm, the top of the welded part is in the form of a flat top end, and there is no arc-inducing knot; the thickness of the test piece is 5mm, which is suitable for stud welding, surface oxide scale before welding, Rust, paint, grease and other impurities are simply treated.
Self-made ferrules are used in the welding, and the main components are shown in Table 1.
Table 1 main components of the ferrule (volume fraction, %) 
2.1 Unprotected SASW
The welding specification parameters of stepped arc stud welding mainly include energy input parameters (welding current, welding time) and torch behavior parameters (stud lifting height and feeding depth). Unprotected stepped arc stud welding was performed using the welding specifications shown in Table 2. The welding time listed in the table refers to the holding time of the stud at the lifting height; the arc is fully burned during this period, which determines the energy input of the joint. This specification is basically suitable for unprotected stepping arc stud welding processes.
Table 2 Welding specification parameters 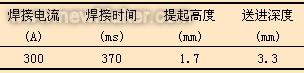
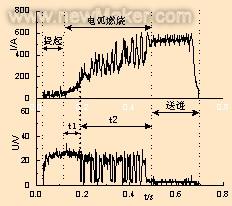
Figure 3 Unprotected stepping arc stud welding parameters waveform
(1) The stud lifting phase is about 90 ms. After the stud is lifted from the workpiece, the welding voltage is increased and maintained at about 25 V. This indicates that the arc is ignited smoothly and begins to enter the welding process. At this stage, the welding current increases at a slower rate and remains at a level of about 50A. The reason for this phenomenon is mainly that the continuous movement of the stud during the lifting process changes the shape of the arc and makes the current density smaller; in addition, the current is too small and is related to the hysteresis characteristic of the power supply current.
(2) During the arc combustion phase, the arc is fully burned when the preset stud is lifted. This stage can be described in two parts. During the t1 period, the rising speed of the welding current is accelerated and relatively stable, while the welding voltage is slightly declining. The voltage drop is due to the fact that the arc burning causes the stud metal to melt more, and the molten metal sag and shorten the arc length. At this time, the welding arc expands on the end face of the stud, and the energy is not very high, so this period of time can be defined as the arc expansion stage. During the period of entering t2, when the welding current rises to about 200A, the welding current suddenly rises, and the corresponding welding voltage drops to near 0V. The welding current and the welding voltage are in a process of reciprocating oscillation for a while. The general trend is that the welding current is increasing while the welding voltage is generally lower than the t1 period. Such a waveform illustrates a frequent short circuit between the stud and the workpiece. Because as the current increases, the molten metal at the end of the stud increases and sag, eventually contacting the workpiece to cause a short circuit. This period of time can be defined as the unstable combustion phase of the arc. Welding spatter increases due to frequent short circuits.
(3) During the stud feeding phase, the stud and the workpiece are already completely short-circuited. At this time, the welding current is kept substantially at about 530A, and the welding voltage is substantially zero. This means that the arc has been extinguished during the stud feed.
2.2 ferrule protection SASW
The use of ferrules for protection during arc stud welding has two distinct functions [3]: (1) the liquid metal at the joint cannot flow freely, acting as a forcible forming welded joint; (2) reducing visible The arc protects the operator's eyes and improves the working environment. In addition, the limited space in the ferrule has a strong restraining effect on the welding arc, thus reducing the phenomenon of arc magnetic blow-off [4]. Arc blow is an important factor affecting the quality of arc stud welding, which can lead to uneven forming of the weld legs and at the same time cause strong weld spatter.
Comparing the characteristics of the unprotected stepping arc stud welding process, the impact of the ferrule protection on the stepping arc stud welding process and the arc behavior is studied.
In order to enhance the comparability, the ferrule protection stepping arc stud welding test was carried out using the welding specification parameters shown in Table 2. The welding process current and voltage sampling waveform is shown in Figure 4.
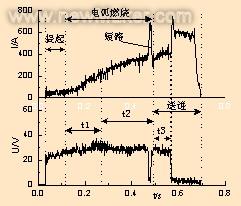
Figure 4 ferrule protection step arc stud welding electric parameter waveform
In the arc combustion phase, it can also be described in two time periods. As shown in the figure, during the t1 period, the welding voltage is increasing, and the welding current is basically below 200A. This period of time is the arc expansion phase. During the t2 time period, the welding current is steadily increased, and the increased arc energy causes the stud melting amount to increase rapidly. The sag of the liquid metal causes a slight decrease in the welding voltage. This period of time can be defined as the full combustion phase of the arc. In general, the studs are stable at the lift height.
The stud feeding stage can be divided into arcing time and arcless time. The period t3 shown in the figure indicates that the arc is still burning normally at the beginning of the feed phase. After a period of time, the welding current rises sharply and the voltage drops insufficient to sustain arc combustion. It is now in an arcless state until the end of the welding process.
The ferrule protection stepping arc stud welding process has the following characteristics compared to the unprotected stepping arc stud welding process.
(1) During the ferrule protection stepping arc stud welding process, the arc combustion is stable and the short circuit phenomenon is significantly reduced. The reason for this situation is mainly because the arc is heated and concentrated at the joint under the condition of the ferrule protection, and the magnetic partial blow is reduced, which causes the welding workpiece to have a deep penetration depth, which causes the welding arc to grow and the number of short circuits to naturally decrease. For the welding process of the ferrule protection, the short circuit phenomenon still exists, but the number of short circuits or the total short circuit time is greatly reduced. Under normal conditions, the short circuit occurs in the late stage of the arc combustion phase or in the initial stage of the stud feeding phase, because the amount of molten metal at the end of the stud reaches a large value. The welding process shown in Fig. 4 has a short circuit of about 10 ms in the late stage of the arc combustion phase, and the welding process shown in Fig. 5 has a short-circuit short circuit phenomenon in the stud feeding stage. It should be noted that this short circuit refers to a short circuit that occurs before the arc is completely extinguished.
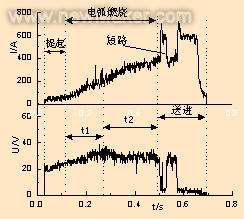
Figure 5 Waveform of the welding process in which the short circuit occurs during the stud feeding phase
(2) During the ferrule protection stepping arc stud welding process, the arcless time of the stud feeding process is significantly lower than the unprotected welding process. The actual arc burn time is thus extended, and the welding current during this time is large, which greatly increases the welding input energy.
Due to the use of the ferrule, the arc behavior of the welding process is greatly improved. The reduction in the short circuit phenomenon means that there is not too much metal splash during the welding process and the utilization of the arc is improved. An increase in the actual arcing time will also cause the stud to melt more. It can be seen from the post-weld measurement that the amount of stud burned after the ferrule protection welding is about twice the amount of stud reduction after unprotected welding.
2.3 ferrule protection SASW welding time determination
Changes in arc behavior during the welding process will directly affect the progress of the welding process and the formation of joints. Welding using the welding specifications shown in Table 2 will result in excessive joint melting of the metal. Therefore, it is necessary to adjust the welding specification parameters, and reduce the welding input energy by shortening the welding time.
Â
Through the test, based on the welding specifications shown in Table 2, the welding time is adjusted to 290ms, and satisfactory results can be obtained. The electrical parameters of the welding process are sampled as shown in Figure 6. It can be seen from the figure that the arc burning is stable during the welding process, and the arc behavior is in accordance with the general rule of the ferrule protection SASW process. The studs on the workpiece were measured after welding, which was 2.8 mm shorter than before welding. Since the set stud depth is 3.3 mm, ensuring that the stud enters the weld pool to the maximum extent, the joint is in a relatively tight joint state. In the welding process with 370ms welding time, the stud burnout may be too large, and the weld pool metal is not squeezed enough after the stud is fed, thus affecting the joint quality.
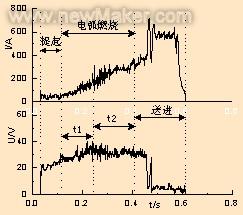
Figure 6 Welding process waveform with arcing time of 290ms
Due to the use of the ferrule, the welding time of the stepping arc stud welding can be shortened within a certain range, which improves the welding efficiency; in addition, the shortening of the welding time reduces the probability of the molten metal being eroded by the air, which is advantageous for welding. Quality improvement.
3 Conclusion
The waveform method is used to study the stepless arc stud welding process without protection and ferrule protection, and the following conclusions are drawn:
(1) In the unprotected SASW process, there is an unstable combustion phase of the arc during which a large amount of short-circuiting of the molten metal occurs.
(2) Due to the use of the ferrule, the arc behavior of the SASW process changes greatly. During the entire welding process, the arc is stably burned, and the short circuit phenomenon is significantly reduced; the "no arc" time of the stud feeding process is shortened. Improvements in arc behavior increase arc utilization.
(3) Compared with the unprotected SASW, the ferrule protection SASW can reduce the welding time within a certain range, which improves the welding efficiency; on the other hand, it reduces the probability of the weld pool being eroded by air.
Decoration Ceiling Fan,Remote Control Ceiling Fan,Four Blades Ceiling Fan,Indoor Ceiling Fan With Light
Jiangmen MagicPower Electrical Appliances Co.,Ltd. , http://www.mpceilingfans.com