
Figure 3 TQOW and 2TDIW structure
Third, the installation of the roll neck bearing
The correct installation of the bearing will directly affect its accuracy, life and performance. Therefore, only by mastering the correct bearing installation technical knowledge can ensure bearing performance. The assembly department and related personnel should fully understand the installation steps of the bearings and install the rolls in strict accordance with the operating standards.
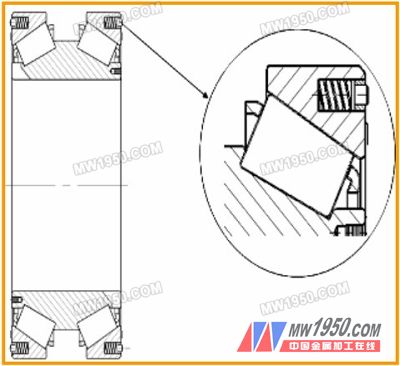
Figure 4 axial thrust TDIK structure
1. Installation of four-row tapered roller bearings:
1) Before the bearing is installed, carefully check the matching components, including the roll neck, the bearing seat, the bearing seat cover, the seal, the bearing seat lubrication passage and the vent hole, and check the relevant dimensions, shape position accuracy and fit tolerance. Whether it meets the technical requirements of the design;
2) The surface of the roller, the bearing seat and the oil hole edge and burr must be removed and cleaned and coated with lubricating oil;
3) At any time, four-row tapered roller bearings should be stacked in the correct order. Timken uses an alpha marking system to ensure that the bearings are installed in the correct order. Bearing assemblies are marked from A to E and are required to be followed. The correct alphabetical order is stacked, and the bearing assembly can be placed in the bearing housing with the A side or the E side facing down, but the parts must be in the correct order;
4) Before loading the bearing into the bearing housing, the bearing recording card should be inspected to determine the bearing bearing area to be used. Each bearing outer ring is marked by the bearing area, and the correct bearing area number should be rotated to the bearing area;
5) Apply a thin layer of lubricating oil or grease to the bearing housing hole to facilitate assembly and reduce friction and corrosion between the bearing outer ring and the bearing housing hole during operation;
6) After placing the outer ring of the bearing bottom into the bearing housing, it is necessary to check whether the outer ring is completely seated on the bearing seat by using a feeler gauge;
7) Install the bearing end cover without first placing the metal gasket. Evenly tighten the 4 bolts equidistant until the bearing seat cover is pressed against the outer ring of the bearing. Measure the clearance at three different positions to obtain the average value of the gap (G). The thickness of the gasket to be loaded must be 0.05 mm smaller than the clearance G value to ensure that the bearing end cap is pretensioned. Due to the difference in the width of the outer ring of the bearing, a metal washer of a given thickness cannot be used for other bearings;
8) Install the bearing end cap and insert a suitable thickness of metal gasket and tighten all end cap bolts with the rated torque;
9) Place the bearing seat horizontally and put it into the oil seal to inject the lubricant;
10) Clean the roll neck and apply lubricant, the sealing contact surface on the chamfered ring should also be applied, then install the bearing and housing assembly on the roll neck and check if it is seated in place;
11) When installing the locking mechanism, pay attention to the end face of the bearing inner ring can not be dead, and ensure that a clearance of 0.5 to 1 mm is reserved.
Previous page next page
Basin Mixer taps
Handy Basin mixer taps exported to worldwide market since 2002. Stable high quality is a promise to distributors and wholesalers. 100% deliver on time, good service, our team and brand left good impression to new and old customers. Brass Faucets for basin including 3 types, basin mixers, cold water basin taps, self closing basin taps. These become the first choice products of engineering in international market and domestic market.
Bathroom Basin Taps,Wall Mounted Basin Taps,Lavatory Faucet,Chrome Basin Faucet
SHENZHEN KING OF SUN INDUSTRY CO.,LTD , https://www.handybasinfaucet.com