1 Scope
This standard specifies the requirements for solar cell pastes, test methods, inspection rules and signs, packaging, transportation, storage and order forms.
This standard applies to the production of monocrystalline silicon, polycrystalline silicon solar cell front electrode, back electrode and back electric field motor slurry (hereinafter referred to as slurry).
2 normative references
The clauses in the following documents have become references to the provisions of this section by reference to this standard. For dated references, all subsequent amendments (not including errata content) or revisions do not apply to this section, however, encourage the parties to reach an agreement under this section to study whether the latest version of these documents can be used . For undated references, the latest version applies to this section.
GB/T 3131 tin-lead solder
GB/T 17473.1 Test method for precious metal pastes for thick-film microelectronics
GB/T 17473.2 Thick-film microelectronics - Determination of fineness using precious metal pastes
GB/T 17473.3 Thick film microelectronics test method for determination of square resistance with precious metal paste
GB/T 17473.5 Thick-film microelectronics - Method for measuring the viscosity of precious metal pastes
GB/T 17473.7 Test method for precious metal pastes for thick-film microelectronics Solderability and solderability determination
3 Definitions
The following definitions apply to this standard.
3.1
Silver paste
Silver paste is a paste that satisfies screen printing or coating and consists of silver powder, inorganic additives and organic carriers.
3.2
Silver aluminum paste
The silver-aluminum paste is a paste that satisfies screen printing or coating and consists of silver powder, aluminum powder, inorganic additives and organic carriers.
3.3
Aluminum paste aluminum paste
Aluminum paste is a paste that satisfies screen printing or coating consisting of aluminum powder, inorganic additives and organic carriers.
4 requirements
4.1 Product Classification
4.1.1 Slurry According to the use of the product, it is divided into a silver paste for the front electrode of the solar battery, a silver-aluminum paste for the back electrode, and an aluminum paste for the back-electrode field.
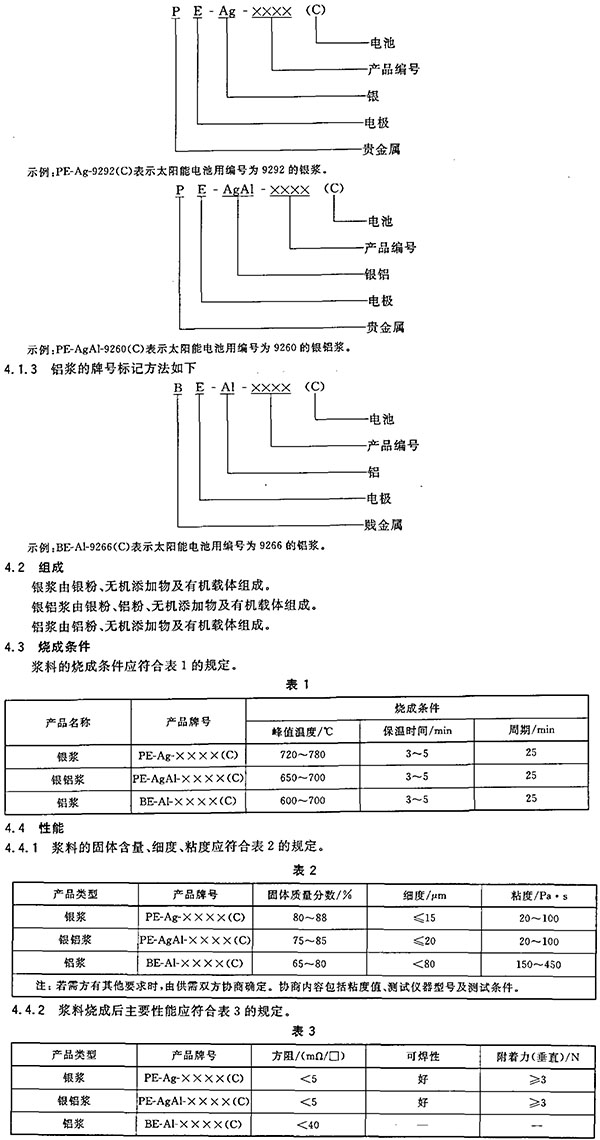
4.1.2 The grade of silver paste is marked as follows:
4.5 Appearance
The paste should be a uniform color paste.
5 test methods
5.1 Determination of the mass fraction of the slurry According to the provisions of GB/T 17473.1.
5.2 Determination of slurry fineness According to the provisions of GB/T 17473.2.
5.3 Determination of slurry viscosity According to the provisions of GB/T 17473.5 Appendix A conditions.
5.4 Slurry fired film resistance determination According to the provisions of GB/T 17473.3, the test film thickness is 25μm.
5.5 Determination of paste solderability According to the provisions of GB/T 17473.7.
5.6 Determination of Adhesion of Silver Paste and Silver Aluminum Paste Follow these methods:
The Injun South will be well-stirred, printed on a single crystal silicon substrate and fired into a 2mm x 2mm pattern, with 30W soldering iron, coated with tin-lead solder, and soldered copper wire in the vertical direction, the welding time is not more than 3s, with a pulling machine Determine the pull value.
5.7 The appearance of the paste was visually inspected.
6 inspection rules
6.1 Inspection and Acceptance
6.1.1 Slurry shall be inspected by the supplier's technical supervision department to ensure that the product quality meets the requirements of the standard (or ordering contract) and fill in the quality certificate.
6.1.2 The acquirer shall respond to the received product for retest according to the provisions of this standard. If the results of the re-inspection are inconsistent with the provisions of this standard (or the ordering contract), they shall be submitted to the supplier within one month from the date of receipt of the product, and shall be resolved through consultation between supply and demand. If arbitration is required, the sampling of arbitration shall be conducted by both the supplier and the buyer on the demand side.
6.2 Batches
Slurries shall be submitted for inspection in batches. Each lot shall be composed of the same type of slurry produced in the same batch, and the lot weight shall not be limited.
6.3 Inspection items
Each batch should be tested for solids content, fineness, viscosity, square resistance, weldability, adhesion, and appearance. The other inspection items proposed by the acquirer shall be negotiated between the supplier and the buyer.
6.4 Sampling
A batch of unopened products shall be randomly selected as test samples for each batch of products below 100 bottles; each batch of products shall contain more than 100 bottles, and each additional 100 bottles (100 bottles if less than 100 bottles) shall have 1 bottle added to the inspection sample.
6.5 Determination of Test Results
6.5.1 For all inspection items, when there are unqualified items in the test results, duplicate samples shall be taken from the batch of products for repeated tests. When all the results of the repeated test are qualified, the batch is judged as qualified. If the repeated test results still have unsatisfactory items, the batch of products will be rejected.
6.5.2 Appearance inspection is carried out bottle by bottle. When the inspection result is unqualified, the bottle is judged as unqualified.
7 signs, packaging, transportation, storage
7.1 Logo
Labeled products should be labeled on the inspection, indicating:
a) supplier name;
b) product type;
c) product brand;
d) lot number;
e) product net weight, bottle weight;
f) Shelf life;
g) production date.
7.2 Packaging, Transport and Storage
7.2.1 The qualified slurry shall be packed in plastic bottles to be sealed. The bottles shall be corrosion-resistant and not easily damaged. The sealed bottle shall be sealed at the bottle mouth and sealed with a plastic tape. When packed in strong and solid containers, all around the box should be filled with safe substances.
7.2.2 Transport should avoid contamination and mechanical damage.
7.2.3 After receiving the slurry, the demander shall store it at 5 °C ~ 25 °C, and the effective storage period from the date of production shall be 6 months.
7.3 Quality Certificate
Each batch of pulp should be accompanied by a quality certificate to prove:
a) supplier name, address, telephone, fax;
b) product type;
c) product brand;
d) lot number;
e) product net weight;
f) The results of various analytical tests and the mark of the technical supervision department;
g) the standard number;
h) The date of manufacture.
8 Order Form (or Contract) Content
The order form (or contract) for the slurry listed in this standard shall include the following contents:
a) product type;
b) Product brand number;
c) product net quality;
d) the standard number;
e) Others.
Stainless Steel Rigging Hardware
Stainless Steel Rigging Hardware,Stainless Shackles Rigging,Stainless Steel Boat Rigging Hardware,Stainless Steel Rigging Fittings
Jiangsu Dingtian Stainless Steel Products Co., Ltd. , https://www.dingtiancasting.com