First, the basic information:
Material: 40Cr; Specification: ¢30mm; Technical requirements: 24-27HRC;Second, the main process
Cutting → forging → heat treatment → shot blastingThird, heat treatment
Ordinary box furnace heating 840 ° C, the engine oil is too strong, the hardness is not enough. Water Chamfer 53-55HRC, tempering 25-26HRC at 630 °C.Fourth, tensile test
The force of 54 ton of force requires no yielding phenomenon, and it is broken and unqualified.V. Checking design requirements
1. Design intensity
54 tons force, diameter 30mm, no yield phenomenon requires ReL ≥ 750MPa, corresponding hardness is quenching ≥ 50HRC, ≥ 26HRC after tempering, no insurance factor.
2, the actual conditions require strength
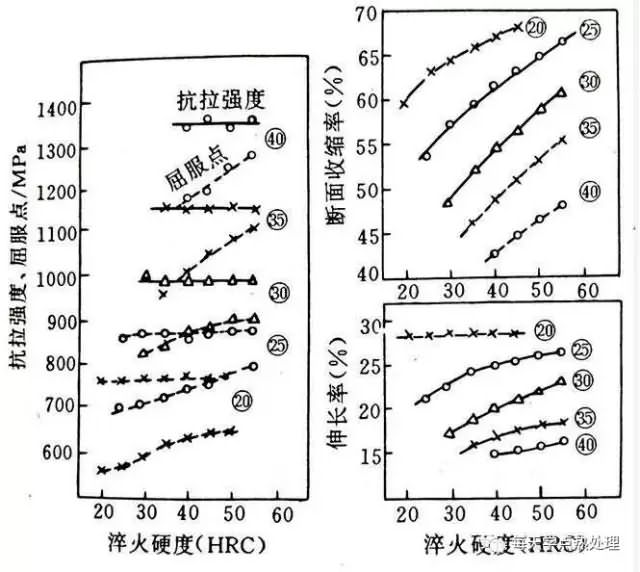
After forging, the workpiece has 1.5mm scale on one side, the actual diameter of the workpiece is mm27mm, the required strength is ReL≥950MPa, the corresponding hardness is about ≥50HRC after quenching, 30HRC after tempering, and the corresponding elongation is close to 20%. Large plastic deformation occurs before the workpiece breaks, and the equipment components do not suffer from a safety accident caused by sudden brittle fracture.
Effect of quenching degree on tensile properties of 40Cr steel (the number in the circle is the hardness after tempering)
3, analysis
The designer did not consider the actual production situation, and the hardness requirement according to the lower limit of the theoretical calculation is the main reason for the failure of the tensile test.
Sixth, comprehensive analysis
1, heat treatment analysis
The heat treatment personnel applied the manual process, and the lack of comprehensive analysis was the main cause of the first operation failure.
The effective thickness of 40Cr ¢30mm is the upper limit of the critical diameter of the oil. The scale of the slag seriously affects the rapid decrease of the diameter of the Cyan, and the scheme of using the water in the later stage is correct.
For the heat treatment personnel, the plan that is not sure should be calculated in advance through the obscurity curve and the Berghard curve to avoid the wrong selection of the quenching medium caused by improper selection of the fire medium.2, process analysis
After the forging, the oxide scale seriously affects the workpiece and should be shot blasted in time. It is not advisable to omit the shot blasting process after forging for cost saving.
3, design analysis
The design engineer only gives the heat treatment technical requirements based on the calculation of the manual parameters, which is out of the actual production situation.
Seven, thinking
Considering the decarburization layer under the oxide scale, the minimum qualified hardness of 30HRC is increased to the technical requirement of 32-36HRC, the hardness after heat treatment is ≥50HRC, the tempering hardness of 510-520°C is 33-34HRC, and the tensile test is qualified.
When a qualified heat treatment personnel is operating, not only must the shipping hardness meet the requirements, but also ensure that the hardness of the fire meets the requirements. For less familiar or unsure situations, it is necessary to select the quenching medium through the calculation of the curve of the adhesion and confirm whether the material selection is correct. If the final index does not meet the requirements, the technical requirements need to be reviewed.
PANA Type Plasma Cutting Torch
We have two kinds of PANA Plasma Cutting Torch, P80 Air Cooled Plasma Cutting Torch, P200 Air Cooled Plasma Cutting Torch. Panasonic P80 air cutting torch with plasma cutting machine (LGK-100A) supporting the use. P80 plasma cutting torch strongly cooled by Panasonic product structure, effective solution to the cutting consumable electrodes and conductive mouth problems, greatly increasing the cutting thickness. Edaweld company use imports of copper to make plasma torches and Plasma Consumables. Torches with High pressure, high temperature, anti-aging, durable.

P200 Plasma Cutting Torch, P80 Plasma Cutting Torches, P80 Air Cooled Plasma Cutting Torch
EDAWELD COMPANY LIMITED , https://www.jsedaweld.com