3. Acceleration sensor for vibration control of CNC machine tools
At present, most general CNC systems do not include effective vibration control functions. The Orchestra open control system platform can communicate with the general CNC system through the PC interface, process and compensate the machine vibration information measured by the DAS acceleration sensor, and transmit it to the CNC system for vibration control. Among them, Orchestra platform has various interfaces, which can complete communication between different hardware and sensors, such as interface with DAS, motor rotary encoder and general CNC system.
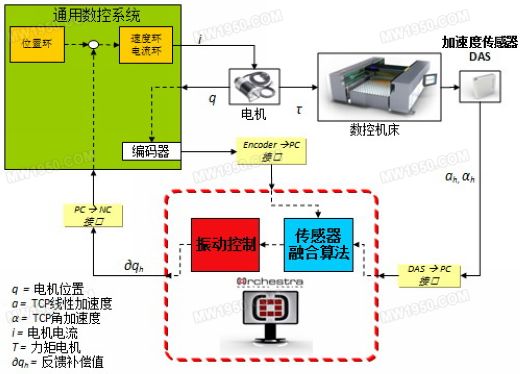
Figure 5. Block diagram of the vibration control of CNC machine tools
Based on the configuration of Fig. 5, the vibration control system is verified for the frame type gantry machine tool. At this point, the DAS is installed near the tool center point, as shown in Figure 6. In order to verify the effectiveness of the vibration control scheme, the processing of the rectangular sheet metal parts is carried out as follows:
1) Standard test, no vibration control scheme: based on acceleration 4 m/s^2, jerk 50 m/s^3, machining accuracy requirement ±30 μm
2) High dynamic test, no vibration control scheme: based on acceleration 7 m/s^2, jerk 125 m/s^3, machining accuracy requirement ±30 μm
3) High dynamic test, using vibration control scheme: based on acceleration 7 m/s^2, jerk 125 m/s^3, machining accuracy requirement is ±30 μm
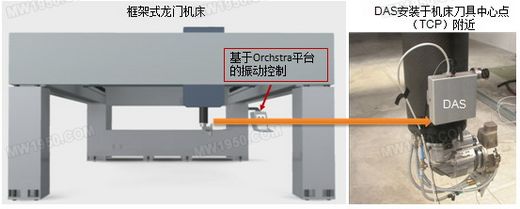
Figure 6. DAS accelerometer mounted near TCP
Three experiments were carried out according to the set conditions, and the processing track was collected in real time using a laser tracker, and the experimental results as shown in Fig. 7 were obtained.
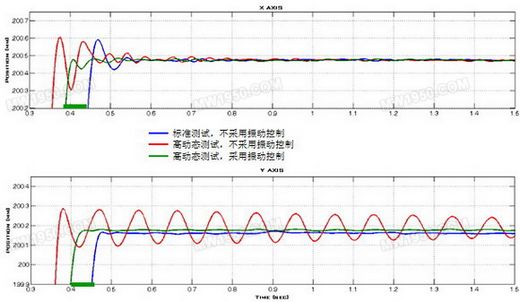
Figure 7. Relationship between machine motion displacement and time under different machine parameters
4 Conclusion
From the experimental results in Figure 7, the following conclusions can be drawn:
1) Improve the dynamic performance of the machine tool such as acceleration and jerk, which will increase the vibration of the machine tool and even affect the machining accuracy.
2) Using the vibration control scheme based on the acceleration sensor, it can improve the dynamic performance of the machine tool (increased by 50%, the jerk is increased by 150%), and the processing efficiency of the machine tool is increased by 15%, while improving the surface quality without reducing the surface quality. Precision.
Finally, by collecting the measurement information of the acceleration sensor and developing the vibration control scheme under the Orchestra control system platform, the machining efficiency and surface quality of the CNC machine tool can be improved without reducing the machining accuracy. At the same time, the vibration control scheme can also be applied to various industrial robots to improve their dynamic characteristics under high-speed motion.
| Previous page | 1 | 2 | 3 | Next page |
LINYI JIUHENG IMPORT AND EXPORT CO.,LTD , https://www.jiuhengwood.com