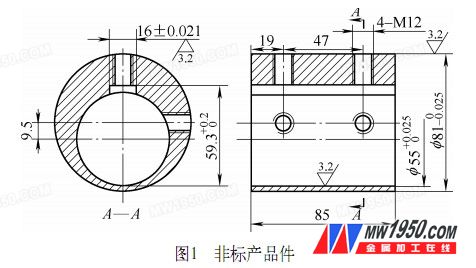
When producing product parts, in fact, looking for processing methods from the characteristics of the product itself, designing the appropriate tooling, sometimes can achieve twice the result with half the effort. The non-standard parts (small batches) shown in Figure 1 are very simple at first glance. The process flow is:
Unloading→The outer diameter of the car is 0.7~0.8mm, the inner hole of the car is φ35mm→the car eccentric hole (eccentric set tool clamping)→pull key (the highest point of the dial indicator, the rear pull key diagram 2)→drill Thread bottom hole, tapping thread → grinding outer circle → packaging.
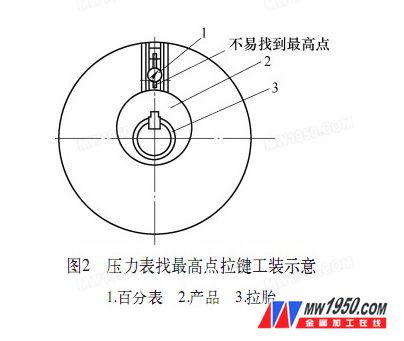
When processing the product to the outer round sequence, the operator reflects that the workpiece is not round, and the analysis is mainly caused by not finding the highest point when pulling the key. If the highest point is found within 0.01mm, the left and right deviation is within 0.57mm; The point is found within 0.02mm, the left and right deviation is within 0.80mm, and the half angle is 5.7°; plus the operation error, it is not easy to control the highest point pull key, and the product is extremely easy to grind and not round. In addition, the eccentric grinding tooling is not easy to process. Finally, it is decided to find a breakthrough from the product itself. The final positioning is positioned by the top wire hole. The design tooling clearance is 0.13mm, and the highest point deviation will be almost zero.
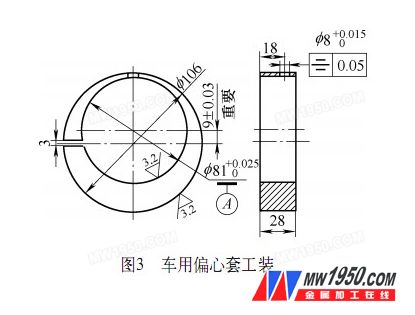
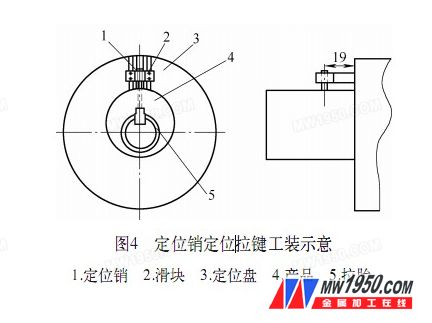
The process is changed to blanking→the outer diameter of the outer diameter of the car, the inner hole of the car is φ35+0.062+0 mm→the outer hole of the hole is positioned to the finished product→the bottom hole of the drilling process, and a diameter of φ8+0.10+0 mm is 10mm on the outer circle, the center distance End hole 19mm hole (ie drilling hole at the top wire hole)→Car eccentric hole (with φ8mm process hole machining eccentric sleeve positioning process, as shown in Figure 3) → Pull key (φ8mm process hole positioning, pull key tooling as shown in Figure 4 Shown) → Drill thread bottom hole, tapping thread → packaging.
The processing results prove that the processed products are qualified, meet the requirements of the drawings, and the processing efficiency is doubled, and no waste products are produced.
All Aluminum Conductor Aluminum Wire,Aluminum Wire,Aac Aluminum Wire
Jinfa Copper And Aluminum Company Limited , http://www.gdaluminumcoil.com